


Product Center
產品中心
產品描述
國內氣體保護實芯焊絲(以下簡稱焊絲)高速鍍銅的生產工藝,自2018年經過我公司設備在天津金橋焊材率先使用并引領,目前國內焊絲生產的頭部企業均在使用該工藝;與傳統“展開式多線鍍銅”工藝相比,其在焊絲質量、能耗、生產效率、用工等有著長足的利好;隨著國內市場的更高要求,我公司與國內某焊絲生產大型企業通力合作,經過近六個月的執著試驗,“先鍍后拉”新工藝在該廠全面量產并產品暢銷市場,質量到達行業先進水平,得到市場好評;生產成本比“高速鍍”工藝降低每噸80.0元,同等產量規模:設備布置面積減少32%、裝機容量減少10%、設備投入資金節約16.5%(以同價段位、同產量計)、操作人員減少20%;效益可觀。
兩種工藝綜合指標對比如下:
|
項目說明 |
先拉后鍍生產工藝(分步式) |
先鍍后拉新工藝 |
|
粗拉產量(每條) |
7000噸/每年/每臺(可生產?2.2mm-?2.4mm規格半成品) |
6000噸/每年/每臺(可生產?1.8mm-?3.0mm規格鍍銅半成品及埋弧焊絲) |
|
中拉產量(每條) |
3500噸/每年/每臺直進式拉絲機(可生產?0.8mm-?1.6mm規格成品焊絲) |
3000噸/每年/每臺水箱拉絲機(可生產?0.8mm-?1.6mm規格成品焊絲) |
|
1.5萬噸/年焊絲 |
2條粗拉,4條直進式精拉產線 |
2條粗拉,5條水箱生產線 |
|
1.5萬噸/年焊絲產量設備占地 |
34.0 m×8.1m=275.4m2粗拉2臺, 50.0 m×18m=900 m2精拉4臺(合計1175 m2) |
64.0 m×8.1m=518.4m2粗拉2臺、 16.5 m×16.5.0m=272.0m2水拉5臺(合計790 m2) |
|
年產1.5萬噸焊絲 |
247.63(粗拉)×2+291.3×4=1660.46Kw(粗拉氣保模式) |
370.47(粗拉)×2+177×5=1625.94Kw(粗拉埋弧模式) |
|
年產1.5萬噸焊絲 |
1150.0萬元 |
960.0萬元 |
|
工作時間設定:設備每日工作24小時,每年300天工作日,按?1.2mm成品計算產量 |
||
- 設備配置
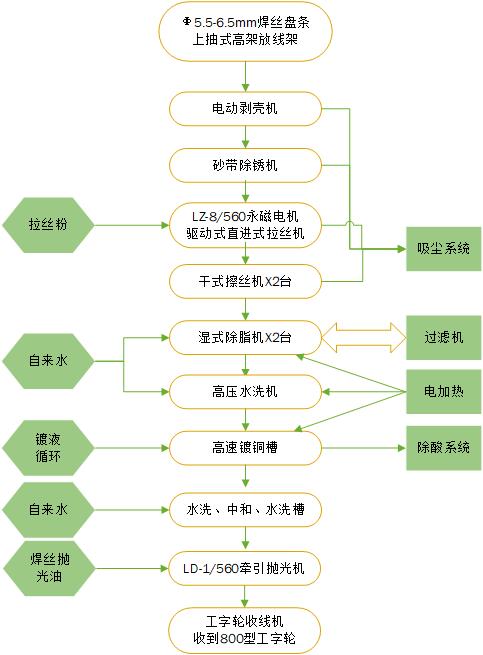
1、粗拉、鍍銅生產線:ER50—6原料—雙工位高架放線機1臺—電動剝殼機1臺—SDJ—1300C砂帶除銹機2臺—LZ—8/560直進式拉絲機1臺—干擦機2臺—除脂機2臺—后水洗機1臺—電化鍍槽1臺—LD—1/560臥式牽引拋光機1臺—ZWS—800工字輪收線1臺以及電氣控制組成。
工藝流程如下圖示:
2、水箱精拉機組:水箱拉絲機生產線由:ZWF—800工字輪主動放線機1臺—前漲力機(安裝在放線機上)1臺—LT—14/360水箱式拉絲機1臺—擦絲機(客戶選購)1臺—中間漲力機(安裝在拋光機上)1臺—LD—1/450拋光機1臺—后漲力機(安裝在拋光機上)1臺—ZWS—800工字輪收線機1臺及電氣控制組成。(工藝流程如下圖示)

特別說明:
- 對于生產Φ0.8mm、Φ1.0mm、Φ1.2mm、Φ1.6mm的氣體保護焊絲,遵循以上制備工藝。
3、對于生產Φ2.0mm、Φ2.4mm、Φ3.2mm、Φ4.0mm、Φ4.8mm的埋弧焊絲,原料進“粗拉、鍍銅生產線”一道工序即可完成生產過程。
4、對于生產Φ0.8mm、Φ1.0mm、Φ1.2mm、Φ1.6mm的“無鍍銅”氣體保護焊絲,粗拉時關閉鍍銅系統,拉拔至半成品,收線后再進“水箱精拉生產線”拉拔至成品(此時“PGJ—150型紙帶式擦拭機”啟用“涂油功能”。
3、對于生產Φ2.0mm、Φ2.4mm、Φ3.2mm、Φ4.0mm、Φ4.8mm的埋弧焊絲,原料進“粗拉、鍍銅生產線”一道工序即可完成生產過程。
因此,本新型鍍銅焊絲生產制備工藝,即可以生產鍍銅氣體保護焊絲、鍍銅埋弧焊絲,也可以生產無鍍銅氣體保護焊絲;具有很強的靈活性。
上一頁
上一頁
相關產品
在線留言
*注:請務必信息填寫準確,并保持通訊暢通,我們會盡快與你取得聯系

杭州星冠機械科技有限公司